

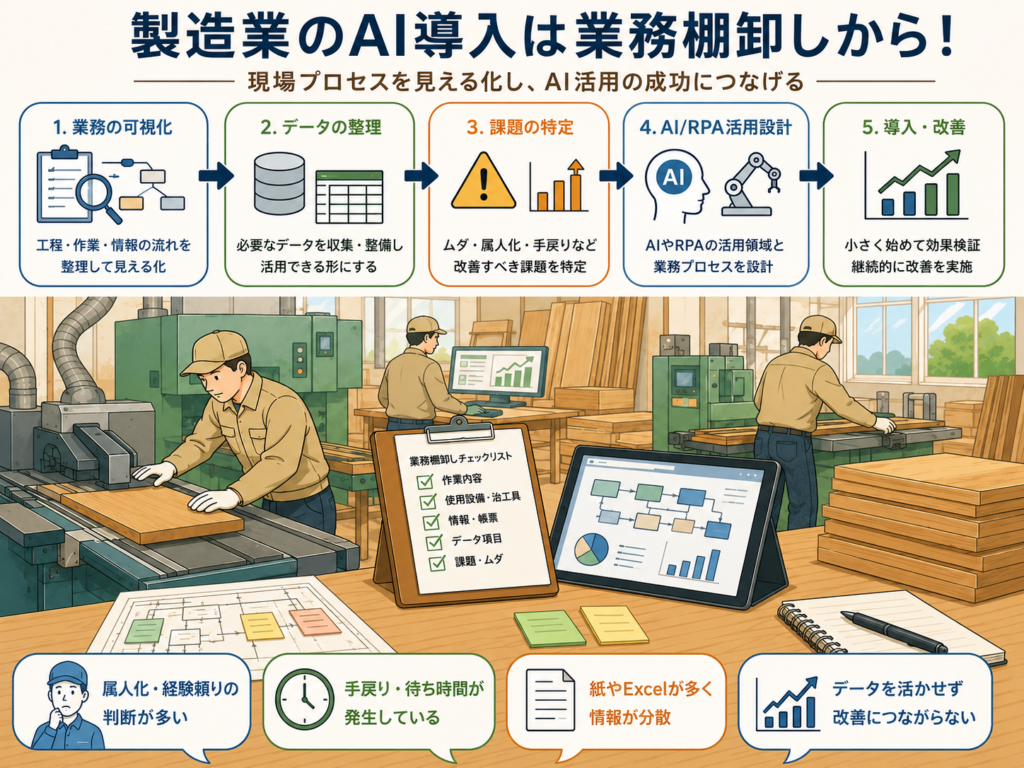
製造業のAI導入で業務棚卸しが重要になる理由
製造業でAI導入を進める際、多くの企業が最初に考えるのは「どのAIツールを使うか」「画像認識AIを入れるか」「生成AIで業務を効率化できるか」といった技術面です。しかし、AI導入の成否を分けるのは、導入するAIの性能だけではありません。
むしろ重要なのは、AIを入れる前に現場の業務をどこまで正確に棚卸しできているかです。どの工程で待ち時間が発生しているのか、どこに手戻りが多いのか、どの判断がベテラン社員の経験に依存しているのか。こうした業務の実態が見えていなければ、AIは「便利そうなツール」で終わってしまいます。
製造業の現場には、紙の帳票、Excel、ホワイトボード、口頭指示、ベテランの勘、部門間の引き継ぎなど、データ化されていない情報が多く存在します。AIはデータをもとに判断や予測を行うため、業務の流れや判断基準が曖昧なままでは、十分な効果を発揮しにくくなります。
本記事では、製造業におけるAI導入前の業務棚卸しについて、VSMによる業務可視化、暗黙知の形式知化、在庫・発注業務のデータ整備、生成AIとRPAの連携、継続改善の仕組みまでを整理します。
AI導入がPoCで止まる原因は「現場理解の不足」にある
製造業のAI導入では、実証実験までは進んだものの、本格運用に移れないケースが少なくありません。いわゆる「PoC止まり」です。
その原因の一つは、AI導入の目的が曖昧なまま始まってしまうことです。たとえば「AIで効率化したい」という目標だけでは、どの工程を効率化するのか、何をもって成功とするのかが判断できません。検査時間を短縮したいのか、不良品の見逃しを減らしたいのか、在庫の過不足を抑えたいのかによって、必要なデータも導入すべきAIも変わります。
もう一つの原因は、対象範囲を広げすぎることです。最初から全工場・全工程をAI化しようとすると、現場の負担が大きくなり、協力を得にくくなります。現場から見ると、AI導入が「仕事を楽にするもの」ではなく、「追加の入力作業や監視を増やすもの」に見えてしまうことがあります。
AI導入は、まず小さく始めるべきです。特定の工程、特定の製品群、特定の帳票業務など、効果が見えやすい領域を選び、そこで業務棚卸しとデータ整備を行う。そのうえで、成果を確認しながら横展開する方が現実的です。
業務棚卸しの第一歩はVSMによる全体可視化
製造業の業務棚卸しでは、まず現場全体の流れを可視化することが重要です。その手法の一つが、バリューストリームマッピング、つまりVSMです。
VSMでは、原材料の入荷から生産、検査、出荷までの流れを一つのプロセスとして捉えます。各工程の作業時間、待ち時間、仕掛在庫、情報の流れ、部門間の引き継ぎを可視化することで、どこにムダや滞留があるのかを把握できます。
たとえば、特定工程がボトルネックになって次工程が待たされている場合、AIによる生産スケジュール最適化やIoTセンサーによる進捗把握が有効になる可能性があります。工程間に仕掛在庫が滞留している場合は、需要予測AIや在庫分析AIによって、発注量や保管量を見直せる可能性があります。
また、紙帳票やExcelへの二重入力が発生している場合は、RPAや生成AIによる帳票作成、入力補助、情報整理が効果を発揮しやすい領域です。つまりVSMは、単に業務を見える化するための図ではありません。AIをどこに使うべきかを判断するための土台になります。
VSMを使った業務棚卸しの進め方
VSMを使う際は、いきなり完璧なマップを作ろうとする必要はありません。重要なのは、現場の実態を関係者で確認しながら、業務の流れを共有することです。
最初に行うべきことは、対象プロセスの特定です。たとえば「外観検査工程」「在庫管理と発注業務」「出荷前確認業務」など、改善対象を明確にします。範囲が広すぎると分析がぼやけ、狭すぎると全体最適につながりにくくなります。
次に、現状マップを作成します。工程順、担当者、使用している帳票やシステム、待ち時間、手戻り、確認作業を洗い出します。この段階では、現場を歩きながら確認することが欠かせません。会議室だけで作った業務フローは、実際の現場とずれていることがあります。
その後、各工程のデータを集めます。作業時間、滞留時間、在庫量、作業人数、入力回数、確認回数などを把握します。ここで初めて、AIやRPAを使うべき箇所が見えてきます。
最後に、理想の業務フローを描きます。AIを導入すること自体を目的にするのではなく、待ち時間を減らす、手戻りを減らす、属人化を減らす、情報共有を早めるといった改善目的に合わせて、技術の使いどころを決めることが大切です。
製造業のAI導入では「暗黙知」の棚卸しが欠かせない
製造業の現場には、マニュアルだけでは表現しきれない判断が多く存在します。代表的なのが、熟練者の経験や勘です。
外観検査では、色のわずかな違い、光沢の変化、キズやムラの判断など、言葉にしにくい基準があります。設備保全では、振動音、におい、温度感、動きの違和感などから異常を察知することがあります。こうした暗黙知は、製造品質を支える重要な資産です。
しかし、暗黙知に依存したままでは、AIに学習させることができません。また、熟練者の退職や配置転換によって、現場の判断力が失われるリスクもあります。AI導入前の業務棚卸しでは、こうした暗黙知を形式知に変える作業が必要です。
具体的には、熟練者の判断場面を動画で記録する、正常品と異常品の画像を分類する、判断理由をヒアリングする、作業中のセンサー情報を取得する、といった方法があります。生成AIを使えば、ヒアリング内容を整理し、判断基準や作業手順のたたき台を作ることもできます。
ただし、暗黙知をすべてAIに置き換える必要はありません。大切なのは、人が判断すべき領域とAIに補助させる領域を分けることです。AIは熟練者の代替ではなく、判断基準を共有し、若手や他部門でも再現しやすくするための支援役として設計するべきです。
外観検査AIは「対象品種」と「環境条件」の棚卸しから始める
製造業でAI導入の候補になりやすい領域の一つが、外観検査です。画像認識AIを使えば、不良品検出や検査作業の効率化につながる可能性があります。
しかし、外観検査AIは、カメラを設置すればすぐに精度が出るものではありません。特に重要なのが、対象品種と環境条件の棚卸しです。
光沢のある素材、透明な素材、反射しやすい包装材などは、照明条件によって見え方が大きく変わります。人間の目では判断できる不良でも、カメラ画像では特徴が取りにくい場合があります。そのため、照明、カメラ角度、撮影距離、背景、搬送速度などを事前に検証する必要があります。
また、すべての製品を一度にAI検査の対象にするのではなく、まずは安定して検出しやすい品種から始める方が現実的です。良品、不良品、判断が分かれるグレー品を整理し、どの画像を学習データにするのかを決めることが重要です。
外観検査AIの成否は、AIモデルだけでなく、現場でどれだけ適切な撮影環境と判断基準を整えられるかに左右されます。
在庫管理・発注業務は小さなデータ化から始める
在庫管理や発注業務も、AI導入と相性のよい領域です。需要予測AIを使えば、過剰在庫や欠品リスクを抑えられる可能性があります。
ただし、ここでも前提になるのはデータ整備です。品番、ロット、有効期限、保管場所、入出庫履歴、出荷可能数などが正確に記録されていなければ、AIによる予測は不安定になります。
最初からERPや基幹システムと高度に連携しようとすると、導入負荷が大きくなります。まずは、Excelや簡易入力フォームを使って、必要最低限のデータを揃えることから始めてもよいでしょう。
次の段階で、バーコードやQRコードを使った入出庫記録、定期的な棚卸しデータの更新、過去の販売データや季節要因との突き合わせを行います。こうしてデータの蓄積と精度向上を進めたうえで、基幹システムとの連携や発注点の自動計算に進む方が、現場に定着しやすくなります。
AI活用は、いきなり完全自動化を目指すよりも、段階的に進める方が失敗しにくいのです。
生成AIとRPAは業務プロセスの再設計に使う
製造業のAI導入では、画像認識AIや需要予測AIだけでなく、生成AIとRPAの組み合わせも重要になります。
RPAは、定型的な入力作業や転記作業に向いています。一方、生成AIは、文章の要約、報告書作成、問い合わせ対応、作業手順書の整理、ナレッジ検索などに向いています。両者を組み合わせることで、単純作業の自動化だけでなく、情報整理や判断支援まで含めた業務改善が可能になります。
たとえば、現場で発生した不具合報告を生成AIが整理し、RPAが所定のシステムに入力する。検査結果のデータをもとに、生成AIが日報の下書きを作る。過去のトラブル事例をナレッジ化し、チャット形式で現場が確認できるようにする。こうした使い方は、製造業の間接業務や管理業務でも効果を発揮しやすい領域です。
ただし、ここでも業務棚卸しが前提です。どの帳票を作っているのか、誰が確認しているのか、どの情報をどのシステムに入力しているのかが見えていなければ、生成AIやRPAを適切に組み込むことはできません。
AI導入後も業務棚卸しは続ける必要がある
AI導入は、システムを入れて終わりではありません。運用後に、現場のフィードバックを反映しながら改善を続ける必要があります。
AIの判断と人間の判断がずれた場合、その原因を記録することが重要です。データが不足していたのか、判断基準が曖昧だったのか、現場の条件が変わったのかを確認します。この振り返りがなければ、AIの精度は現場に合わないままになります。
また、AIの結果を現場に戻す仕組みも必要です。異常検知の結果が管理者だけに届いても、現場の作業改善につながらなければ意味がありません。ダッシュボード、チャット通知、日報、作業指示書など、現場が使いやすい形で情報を返す設計が求められます。
AI導入後の改善サイクルでは、現場担当者、管理者、情報システム部門、経営層がそれぞれの立場で関与することが重要です。AIは一部門だけで完結するものではなく、業務全体を変える取り組みだからです。
まとめ:製造業のAI導入は「技術選定」より「業務棚卸し」が先
製造業でAI導入を成功させるためには、AIツールの選定よりも先に、現場業務の棚卸しを行う必要があります。
どの工程にムダがあるのか、どこで手戻りが発生しているのか、どの判断が属人化しているのか、どのデータがどこにあるのか。こうした情報を可視化しなければ、AIを導入しても効果は限定的になります。
VSMによる全体可視化、暗黙知の形式知化、外観検査や在庫管理における対象範囲の整理、生成AIとRPAの組み合わせ、運用後のフィードバック設計。これらを段階的に進めることで、AI導入はPoCで終わる取り組みではなく、現場改善と経営成果につながる取り組みに変わります。
製造業のAI導入で本当に重要なのは、AIに何をさせるかを決める前に、現場で何が起きているかを正しく見ることです。業務棚卸しは準備作業ではなく、AI活用の成果を左右する中核プロセスだといえます。
















コメント